
-
各种锅炉除尘、脱硫、脱硝除尘器
-
生物质(秸秆、糠醛等)除尘器系列
-
沥青搅拌站(公路站)专用除尘器系列
-
木工厂除尘器系列
-
喷漆车间除尘器
-
冲天炉除尘器
-
焊烟除尘器系列
-
冶金系列除尘器
-
烘干机系列除尘器
-
水泥厂除尘器系列
-
洗煤厂除尘器系列
-
石灰窑除尘器系列
-
催化燃烧设备
-
RCO催化燃烧设备
-
实验室用小除尘器
-
玻璃窑除尘器系列
-
电炉除尘器系列
-
砂轮机除尘器系列
-
振动筛除尘器系列
-
铝厂专用除尘器系列
-
布袋除尘器系列
-
石料厂(破碎站)除尘器系列
-
除尘骨架系列
-
除尘布袋系列
-
脉冲控制仪系列
-
输送机械系列
-
星型卸料器系列
-
电磁脉冲阀系列
-
通风蝶阀系列
-
除尘配件
-
喷淋废气净化塔
-
光氧催化废气净化器
-
等离子废气净化器
-
活性炭废气环保箱
-
喷水机

催化燃烧床
催化燃烧是用催化剂使气体的可燃烧组分在较低的温度下氧化分解的净化方法。对于HC和溶剂蒸汽氧化分解成二氧化碳和水并释放出热量。
催化燃烧需将待净化处理的气体先混合均匀并预热到催化剂所需的起燃温度,使气体中的可燃组分开始氧化放热反应。
催化燃烧的主要作用有一下几点:
1.内部加热元件产生热能后,通过风机和连接管道将热空气吹入活性炭穿,使活性炭床升温;
2.经过吸附工艺的活性炭在温度变化后,物从活性炭中气化解析出来,在风机负压引导下物通过托附管道进入催化燃烧床再次升温并与填装在催化燃烧床内部的贵金属催化剂发生化学反应,物的达到二次分解净化。
3.当催化床温度达到250~3000C时,物即可开始反应,利用废气燃烧产生的热空气循环使用,反应后的热量达到 值时加热元件可以停止工作(即为无功率运行状态)。
4.活性炭脱附后的小风量、废气入换热器进行换热,实现对余热的回收,换热器后通过加热器(采用多组加热管进行加热)对废气进一度升温,升温后的废气达到废气在催化剂作用下的起燃温度。废气进入催化燃烧床,在催化剂的作用下,高温裂解成CO2和H2O,成分净化,同时有几分废气裂解释放出热量使气体温度进一步升高,净化后的尾气经过两级换热器实现余热的回收利用。
5.催化燃烧的预热废气加热采用 、运行稳定的电加热方式,电热管分成多组、由电控箱自动控制,采用PLC与系统温度联锁控制,当废气温度低于 能温度时(可设定)电热管会自动连通电源给废气加热,当废气温度高于 温度时(可设定)电热管会自动断开一组、两组、多组或者全部电源以节约电能及达到 运行。当托附气体中的废气弄单独达到4000mg/m3左右,基本可以实现热量的平衡,不需要开启电加热,打节约能源的目的。催化燃烧反应是典型的气一固相催化反应,其实质是在 温度下,共同吸附于催化剂表面的物(VOCs)于来自空气中的氧发生催化氧化反应, 氧化分解成的CO2和H2O,并释放反应热的过程。借助催化剂大幅降低物的起燃温度,进行无焰燃烧,减少预热能耗及NOx的生成。
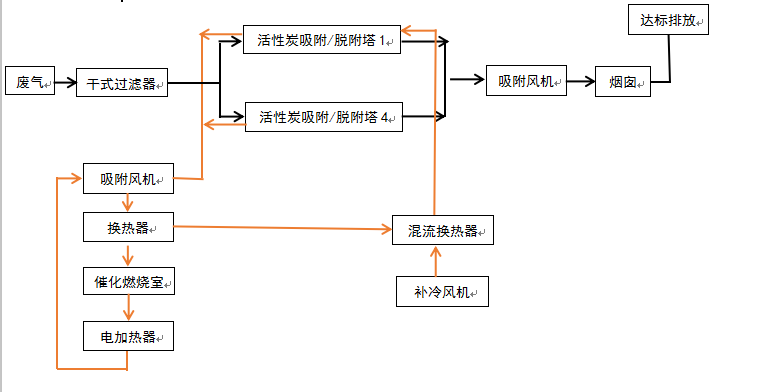
活性炭托附 流程:
当吸附床吸附饱和后,可启动脱附风机对该吸附床脱附,脱附气体首先经过催化床的换热器,然后进入催化床中的预热器,在电加热器的作用下,使气体温度提高到2800C,再通过催化剂,物质在催化剂的作用下燃烧,被分解为CO2和H2O,同时放出大量的热,气体温度进一步提高,该高温气体再次通过换热器,与进来的冷风换热,回收一部分热量。从换热器出来的气体分两部分:一部分直接排空;另一部分进入吸附床对活性炭进行脱附。当脱附温度过高时可启动补冷风机进行补冷,使脱附气体温度定在一个适合的范围内。活性炭吸附床内温度超过报警值。
电气控制设计
本案采取西门子PLC全自动化控制系统,配套触摸屏、电动调节阀、变送器、报警系统等,本系统内包含试车模式、手动控制模式、待机模式系统自控开/关机 程序。
保护措施包括:停电、火灾、温度异常、风车异常、系统设备异常停机、系统静压低于低报时停机保护联锁等。
生产线处于事故状态时,停机保护连锁,尾气旁通。
系统设备提供下列信息(HMI):风机、马达运转状态、点击运转状态(HZ)、风机压差值(NO/OFF)、设备运转状态与进出口压差值、各点温度、RTO温度、报警信息等。
本控制系统特点:
1.采用的PLC可编程控制器和具备良好人机界面的触摸屏,轻松实现操作参数调整、优化操作;
2.可灵活切换试车、自动、待机等多种操作模式;
3.可实现自动开停车操作;
4.现场电气设备如风机电机和温度传感器及压力变送器等为隔爆器,等级为EXDI

